
Патентный анализ
Исследование патентного ландшафта в области аддитивных технологий, анализ свободы действий, поиск решений-аналогов.

Руковожу проектами селективного лазерного плавления металлов для авиадвигателестроения, энергетики и медицины — провожу изделие весь путь от идеи и первых образцов до серийной детали, соответствующей требованиям отрасли.
Партнёры и заказчики
[ Проекты ]
Промышленные внедрения и НИОКР с измеримым результатом.

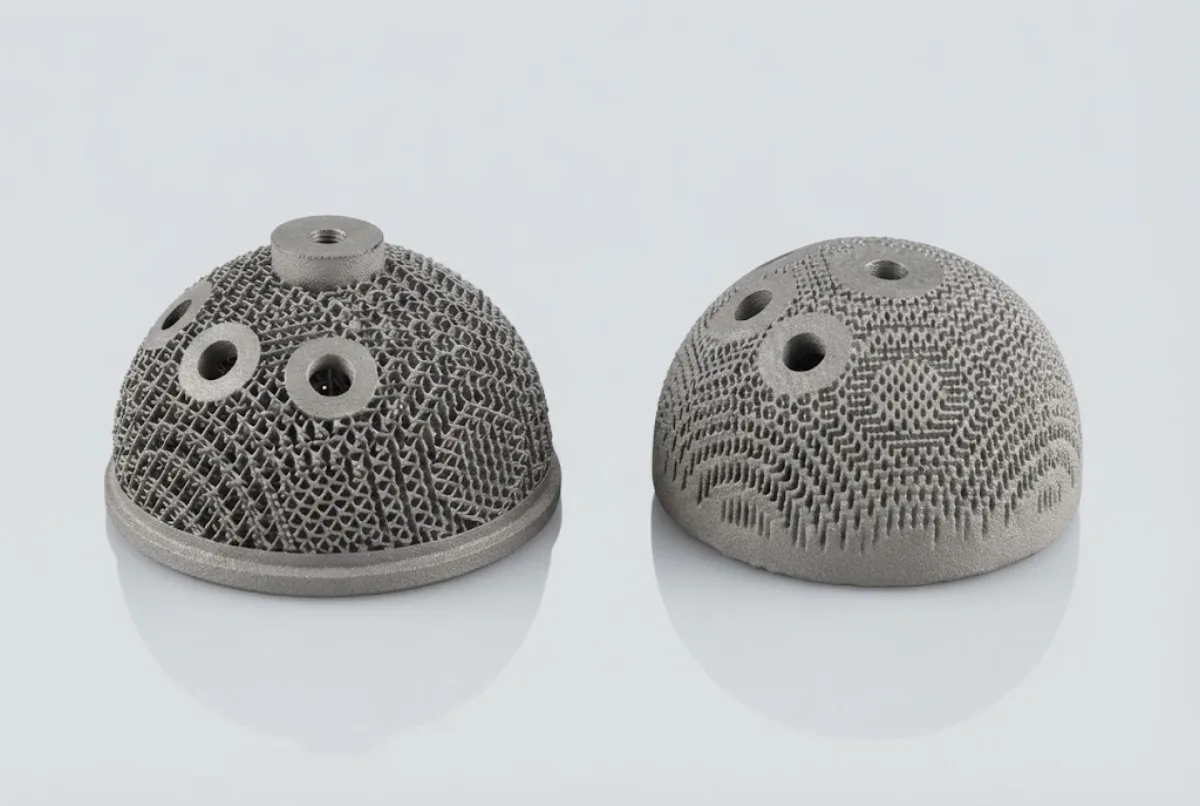
Серийное производство сложнопрофильных завихрителей форсунок газотурбинных установок для ПАО «Газпром» — сложная внутренняя геометрия получена за один цикл печати без литейной оснастки.


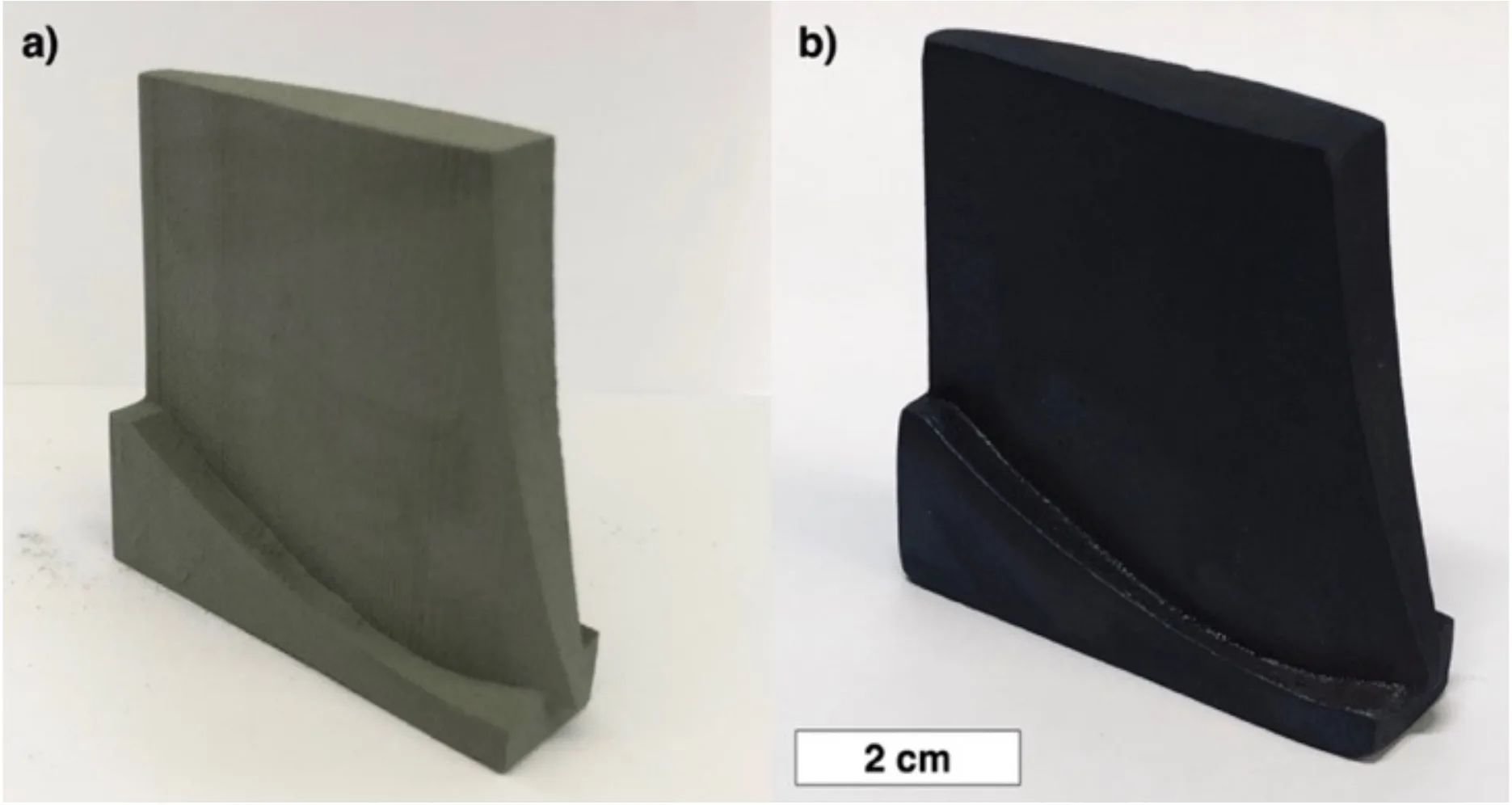

Разработка и апробация технологии печати деталей с градиентом структуры, плотности и состава — от лопаток ГТД до имплантатов. Мультиматериал Ti15Ta/Ti6Al4V с металлургической связкой сплавов, запатентованная комбинированная структура никелевого сплава.
[ Процесс ]
Лазерный луч точно сплавляет металлический порошок, создавая деталь слой за слоем. Технология позволяет производить изделия любой сложности с высокой точностью.
Лазер в работе

Готовые имплантаты в порошке
[ О технологии ]
Селективное лазерное плавление (СЛП) — технология производства металлических деталей любой сложности. Лазер послойно сплавляет металлический порошок, создавая готовую деталь прямо из 3D-модели.
экономии материала
быстрее прототипирование
геометрии деталей
[ Плюсы и минусы ]
Честный взгляд на возможности аддитивных технологий.
[ Услуги ]
От технико-экономического обоснования до сопровождения серийного производства.
Разработка технологии СЛП для новых сплавов и геометрий: подбор режимов, исследование микроструктуры и механических свойств, верификация под целевые эксплуатационные условия.
Доводка технологии до устойчивого производства: техпроцессы, регламенты, паспорта режимов, контроль качества, обучение операторов. Перевод детали в серию.
Оценка применимости СЛП для конкретной номенклатуры. Аудит производства, расчёт ТЭО, выбор оборудования и материалов, дорожная карта внедрения.
ТЗ на изготовление детали методом СЛП, регламенты входного контроля порошка и термообработки, программы и методики испытаний.
[ Принципы ]
Прозрачные условия сотрудничества.
NDA подписывается до обсуждения деталей задачи. Стандартная практика по большинству проектов.
Работа по договору с полным пакетом закрывающих документов — для бюджетов крупных заказчиков.
Отчёты по этапам, протоколы испытаний, паспорта режимов, регламенты. Заказчик получает не только деталь, но и воспроизводимую технологию.
Поддержка после завершения этапа: дообучение операторов, разбор отклонений серии, доработка режимов при изменении сырья.
[ Калькулятор ]
СЛП выгодна не всегда. Честная модель сравнивает затраты за год и находит точку безубыточности по объёму выпуска.
01 · Входные данные
Типовая деталь с умеренной мехобработкой: печать несколько дороже за штуку, выгода — за счёт оснастки.
02 · Затраты за год, при вашем объёме
03 · Результат
Иллюстративная оценка порядка величин. Точный расчёт — в рамках технологического аудита.
[ Экспертиза ]
Материалы, технологии и отрасли.
[ Доп. направления ]
Исследование патентного ландшафта в области аддитивных технологий, анализ свободы действий, поиск решений-аналогов.
Подготовка статей для рецензируемых журналов, анализ экспериментальных данных, структурирование исследований.
Корпоративные тренинги по аддитивным технологиям, обучение инженерного персонала, отраслевые семинары.
Подбор и оптимизация технологических параметров СЛП для конкретных материалов и геометрий. Минимизация дефектов, повышение качества.
Сопровождение R&D-проектов, помощь с грантами (РНФ, Минпромторг), экспертные заключения.
Анализ причин брака при 3D-печати металлом. Рекомендации по устранению пористости, трещин, деформаций.
[ Достижения ]
120+ публикаций в международных журналах, 8 патентов РФ.
[ СМИ ]
Публикации и упоминания в прессе.
О команде проекта: от НИОКР и серийных поставок форсунок и сопловых аппаратов для ПАО «Газпром» — к рабочим лопаткам газотурбинных двигателей с направленной структурой
Разработка технологий 3D-печати для создания деталей газотурбинных двигателей и биосовместимых имплантатов
Разработка технологий ремонта деталей ГТУ методом лазерного наплавления и изготовление топливных форсунок методом СЛП
О развитии высокотехнологичного протезирования и необходимости современных материалов для имплантатов
Открытие нового центра высокотехнологичного протезирования и планы развития сети до 2027 года
[ FAQ ]
О формате сотрудничества и сроках.
[ Контакты ]
Опишите задачу — отвечу в течение рабочего дня.