
Сплав Ti-6Al-4V (в России — ВТ6) больше полувека остаётся золотым стандартом ортопедической имплантологии: биосовместим, прочен, хорошо изучен. Но у него есть два системных недостатка, с которыми наша группа в Политехе работает последние два года — и о которых 2025-2026 годы принесли пять новых статей. В этом посте я собрал их вместе: от одного легирующего элемента до мультиматериальной печати.
Почему титан — стандарт, но не идеал
Первая проблема Ti-6Al-4V — модуль упругости. У него он составляет около 110-120 ГПа, а у кортикальной костной ткани человека — всего 10-30 ГПа. Разница почти на порядок означает, что имплантат берёт на себя нагрузку, которую раньше несла кость. Кость вокруг жёсткого стержня или чашки разгружается, перестаёт получать механический стимул для ремоделирования — и постепенно резорбируется. Это явление называют stress shielding («экранирование напряжений»), и именно оно — одна из главных причин асептического расшатывания имплантатов в отдалённом периоде.
Вторая проблема — состав. Ванадий и алюминий, стабилизирующие фазовую структуру сплава, десятилетиями находятся под наблюдением из-за вопросов к их долгосрочной биосовместимости при выходе ионов из имплантата в окружающие ткани. Прямой клинической катастрофы это не вызывает — миллионы имплантатов из ВТ6 работают годами, — но материаловедческое сообщество ищет замену этим двум элементам уже давно.
Ответ, которым занимается наша лаборатория, — бета-титановые сплавы с танталом, ниобием и цирконием вместо алюминия и ванадия. Они дают более низкий модуль упругости и не содержат спорных элементов. Ниже — что именно мы получили на четырёх таких сплавах и одном обзоре биоразлагаемых металлов.
Тантал вместо ванадия: Ti-15Ta
Первая статья серии — систематическое исследование процесса СЛП предварительно легированного порошка Ti-15Ta. Мы варьировали мощность лазера (250-280 Вт), скорость сканирования (500-1000 мм/с) и шаг штриховки (80-100 мкм), чтобы построить полную карту «параметры процесса → структура → свойства».
Оптимальное окно энергетической плотности оказалось в диапазоне 60-80 Дж/мм³: в нём относительная плотность образцов превышает 99,7%. На таких образцах получены предел прочности около 540 МПа, относительное удлинение свыше 20% и модуль упругости около 90 ГПа — то есть примерно на 20-25% ниже, чем у Ti-6Al-4V, при сопоставимой прочности и лучшей пластичности. β-сплавы системы Ti-Ta вообще перспективны именно за счёт сочетания пониженного модуля и высокой биосовместимости самого тантала, который организм переносит исключительно хорошо.
Ti-15Ta, оптимальный режим СЛП: плотность >99,7% при 60-80 Дж/мм³, предел прочности ≈540 МПа, удлинение >20%, модуль упругости ≈90 ГПа против 110-120 ГПа у Ti-6Al-4V.
Четыре элемента и решётчатые структуры: Ti-10Ta-2Nb-2Zr
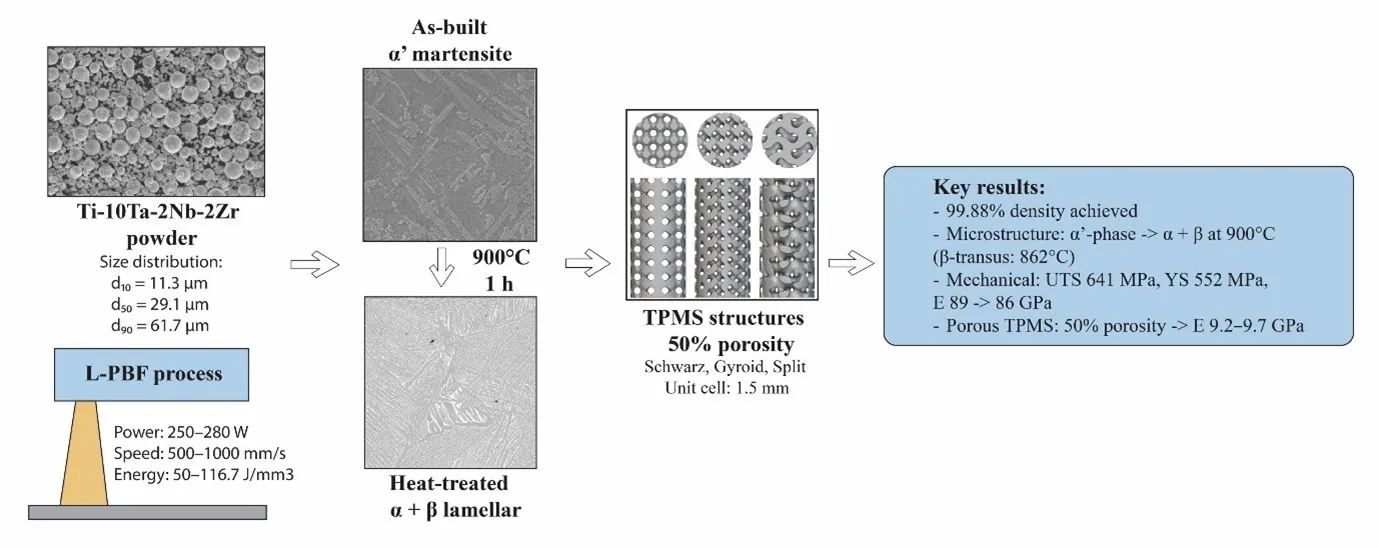
Второе исследование пошло дальше — мы усложнили состав до Ti-10Ta-2Nb-2Zr и одновременно спроектировали из него пористые структуры на основе триждыпериодических минимальных поверхностей (TPMS: Шварца, гироид, «сплит»). Идея простая: сплошной металл с модулем 90 ГПа всё ещё слишком жёсткий для кости, а вот тот же металл, организованный в решётку с контролируемой пористостью, может опуститься до костных значений.
На плотных образцах максимальная относительная плотность составила около 99,9% при энергетической плотности 70 Дж/мм³. В состоянии после печати структура — игольчатый мартенсит α′-фазы; термообработка при 900°C (температура β-перехода сплава — 862°C) переводит её в равновесную пластинчатую (α+β) структуру. На плотных образцах после печати получены предел текучести 551,8 МПа, предел прочности 641,2 МПа, удлинение 19,0% и модуль упругости 89 ГПа; после термообработки прочность снижается на 15-18%, а модуль — до 86 ГПа.
А вот дальше — главный результат: на решётчатых TPMS-образцах с пористостью 50% и размером ячейки 1,5 мм модуль упругости падает до 9,2-9,7 ГПа — это лишь около 18% от значения сплошного материала и уже находится прямо в диапазоне модуля упругости губчатой костной ткани. Именно комбинация «состав + топология» — то, что реально закрывает проблему stress shielding, а не один только выбор сплава.
Медь как антибактериальный бонус: Ti-13Nb-13Zr-5Cu
Третья статья добавляет в бета-титановую систему медь — Ti-13Nb-13Zr-5Cu. Медь в титановых сплавах интересна не механикой, а тем, что при определённой термообработке она выделяется в виде дисперсных медьсодержащих включений (Ti,Zr)₂Cu, а такие Cu-содержащие фазы в литературе устойчиво связывают с антибактериальным эффектом поверхности — потенциально значимое свойство для имплантата, снижающее риск перипротезной инфекции.
Мы систематически перебрали мощность лазера (150-250 Вт), скорость сканирования (500-1000 мм/с) и шаг штриховки (80-100 мкм) при двух стратегиях сканирования — «шахматной» и линейной. Линейная стратегия оказалась лучше: она даёт более равномерное распределение медьсодержащих включений и почти беспористую структуру — плотность 99,86% в окне 40-62,5 Дж/мм³, пористость ниже 0,5% при энергетической плотности 60-80 Дж/мм³.
На таких образцах получено сочетание, которое обычно считается компромиссным «или-или»: предел прочности 1450 МПа (почти втрое выше, чем у Ti-6Al-4V) при модуле упругости 89 ГПа — то есть высокая прочность не потребовала возврата к высокой жёсткости.
Ti-13Nb-13Zr-5Cu: плотность 99,86% (окно 40-62,5 Дж/мм³), пористость <0,5% при 60-80 Дж/мм³, предел прочности 1450 МПа, модуль упругости 89 ГПа, β-матрица с дисперсными Cu-включениями (Ti,Zr)₂Cu.
Следующий шаг: имплантату не обязательно жить вечно
Четвёртая работа — не экспериментальная статья, а обзор, который мы с коллегами подготовили по биоразлагаемым металлам для СЛП: магнию, железу и цинку. Идея биоразлагаемого имплантата радикальна: конструкция держит кость, пока она срастается, а затем контролируемо растворяется в организме — не нужна вторая операция по удалению фиксатора.
Обзор систематизирует, на каком этапе технологии находятся три семейства материалов:
| Материал | Модуль упругости | Скорость деградации | Особенность |
|---|---|---|---|
| Mg-сплавы | 40-45 ГПа | 1-3 мм/год | Модуль близок к костному |
| Fe-сплавы | — | 0,1-0,5 мм/год | Прочность 400-600 МПа, деградация медленнее нужной |
| Zn-сплавы | — | промежуточная | Компромисс между Mg и Fe по всем параметрам |
Ключевой вывод обзора: ни один из трёх металлов пока не закрывает задачу целиком в одиночку — Mg слишком быстро теряет прочность при деградации, Fe деградирует чересчур медленно, а Zn страдает от собственных ограничений по пластичности. Решётчатые и пористые конструкции здесь работают не только на приближение модуля к костному, но и позволяют задавать управляемый градиент скорости деградации по объёму детали. Главные нерешённые вопросы — воспроизводимость кинетики деградации, подбор параметров СЛП под химически активные порошки (Mg и Zn охотно испаряются и окисляются в расплаве) и отсутствие единых протоколов испытаний и регуляторной базы.
Заглядывая в 2026 год: сращивание двух сплавов в одной детали
Пятая работа, которая выходит уже в 2026 году, соединяет всё перечисленное с идеей функционально-градиентного имплантата. Мы впервые напечатали методом L-PBF мультиматериальный образец Ti15Ta/Ti6Al4V — переход от проверенного десятилетиями ВТ6 (там, где нужна максимальная прочность, например в ножке эндопротеза) к Ti-15Ta с его пониженным модулем (там, где важно снизить stress shielding).
Мы отработали переходную зону в трёх режимах: базовый (93 Дж/мм³), с двойным сканированием (186 Дж/мм³) и с пониженной скоростью (116 Дж/мм³). Двойное сканирование дало максимальную плотность переходной зоны — 99,49%. При растяжении образцы рвались не по границе сплавов, а в теле Ti-15Ta — это прямое подтверждение того, что металлургическая связка в переходной зоне прочнее самого слабого из двух сплавов. Предел прочности составил 534-543 МПа при удлинении 15,7-16,4%. Термообработка при 875°C формирует равновесную пластинчатую структуру и сглаживает интерфейс между материалами.
Отдельно мы проверили биологическую сторону: жизнеспособность клеток (остеобластов и фибробластов дёсен) на обоих сплавах превысила 88% по данным проточной цитометрии — это выше порога нецитотоксичности 70%, установленного ISO 10993-5. Технологическая осуществимость подтверждена; следующий шаг — проектирование реальной геометрии функционально-градиентного имплантата на основе этой пары сплавов.
Что это значит для тех, кто делает имплантаты
Пять статей — не про смену стандарта завтра. Ti-6Al-4V ещё долго останется рабочей лошадкой ортопедии: он изучен, сертифицирован и предсказуем. Но за десять лет реальность изменится, и вот к чему стоит готовиться уже сейчас:
- Модуль упругости — управляемый параметр, а не свойство, намертво зашитое в выбор сплава. Комбинация состава (Ta, Nb, Zr) и топологии (TPMS-решётки) позволяет попасть в диапазон костной ткани почти точно.
- Дополнительные функции можно закладывать в сплав. Медь в Ti-13Nb-13Zr-5Cu — пример того, как один легирующий элемент решает задачу, для которой раньше требовалось отдельное покрытие.
- Функционально-градиентные детали — не экзотика, а инженерная задача. Мультиматериальная печать Ti15Ta/Ti6Al4V показывает, что «жёсткая часть + мягкая часть в одной детали» технологически осуществима уже сегодня.
- Биоразлагаемые имплантаты — на 5-10 лет впереди, но именно СЛП снимает главное технологическое ограничение — сложную геометрию решётчатых структур для реактивных металлов.
Если вы разрабатываете имплантат и упираетесь в компромисс «прочность против жёсткости» или «биосовместимость против цены серийного производства» — это ровно тот класс задач, которым мы занимаемся в лаборатории и который переносим в промышленные проекты.
Разрабатываете имплантат или ищете новый сплав под задачу?
Помогу подобрать состав и топологию под требуемый модуль упругости, спланировать НИОКР по параметрам СЛП и довести материал до серийного производства.
Обсудить проектПубликации, на которых основан этот пост
- Process-structure-property relationships in selective laser melting of Ti-15Ta alloy for biomedical applications
- Microstructural evolution and mechanical properties of laser-powder bed fusion-fabricated Ti-10Ta-2Nb-2Zr alloy as a potential orthopedic implant material
- Optimizing selective laser melting of Ti-13Nb-13Zr-5Cu alloy: Processing parameters, microstructure evolution, and enhanced mechanical properties for biomedical applications
- Additive Manufacturing of Biodegradable Metallic Implants by Selective Laser Melting: Current Research Status and Application Perspectives
- Selective Laser Melting of Multi-Material Ti15Ta/Ti6Al4V Structures for Biomedical Applications: From Process Parameters to Mechanical Properties and Biological Response